โปรแกรม แบบเบาๆ
ไม่ง่ายและไม่ยากใช้สมองคนล้วนๆและเครื่องคิดเลขและพิมพ์เองลงเครื่องcnc
START
&HE:%
:2000(QSB-35-STEP 1)
G00G17G49G80G40
G91G28Z0
G91G28Y0
G10G90L2P1X-275.183Y-193.576Z-608.
(-----)
T5M6
T2
N1
M01(FACE 100.0MM)
G54G90G00X-260.Y132.
G43Z100.H5M3S900
Z20.M08
G01Z4.F700
X260.
G00Y50.
G01X-260.
G00Y-35.
G01X260.
G00Y-130.
G01X-260.
G00Y132.
G01Z2.
X260.
G00Y50.
G01X-260.
G00Y-35.
G01X260.
G00Y-130.
G01X-260.
G00Y132.
G01Z0.5
X260.
G00Y50.
G01X-260.
G00Y-35.
G01X260.
G00Y-130.
G01X-260.
G00Y132.
G01Z0.2
X260.
G00Z50.
Y-132.X-260.
G00Z5.
G01Z0.2
G01X260.
G00Z50.
G00Y-39.X-260.
G00Z-1.
G01X260.
G00Y39.
G01X-260.
G00G90Z100.M09
G91G28Z0M5
G91G28Y0
(----)
T2M6
T17
N2
M01(INSERT=32)
G54G90G00X-221.Y-74.
G43Z100.H02M3S1700
Z5.M08
G01Z-1.F700
X221.
G00Y74.
G01X-221.
G00Z50.
X9.Y-188.
Z-1.
G01Y-74.
X-9.
Y-188.
G00X91.
G01Y-74.
X109.
Y-188.
G00X-91.
G01Y-74.
X-109.
Y-188.
G00Z50.
Y188.X-109.
Z-1.
G01Y74.
X-91.
Y188.
G00X9.Y188.
G01Y74.
X-9.
Y188.
G00X91.
G01Y74.
X109.
Y188.
G00Z50.
X222.Y0
G01Z-3.F2000
M98P2009
Z-6.
M98P2009
Z-9.
M98P2009
Z-12.
M98P2009
Z-15.
M98P2009
Z-18.
M98P2009
Z-21.
M98P2009
Z-24.
M98P2009
Z-27.
M98P2009
Z-30.
M98P2009
G90G00Z100.M09
G91G28Z0M5
G91G28Y0
(------)
T17M6
T3
N3
M01(ENDMILL=20)
G54G90G00X220.Y0
G43Z100.H27M3S1100
Z5.M08
G01Z-28.F2000
G41G01X190.D28
Y-152.5F300
Y-157.45X185.
X-185.
X-190.Y-152.5
Y152.5
Y157.45X-185.
X185.
X190.Y152.5
Y0
G40X220.Y0
G00Z50.
X0Y-40.
Z5.
G01Z-4.F2000
M98P2011
Z-7.
M98P2011
Z-10.
M98P2011
Z-13.
M98P2011
Z-16.
M98P2011
Z-19.
M98P2011
Z-21.5
M98P2011
Z-24.
M98P2011
Z-27.
M98P2011
Z-30.
M98P2011
G01Z-29.9F300
Y-55.
X60.
Y55.
X-60.
Y-55.
X0
Y-40.
G90G00Z100.M09
G91G28Z0M5
G91G28Y0
(-------)
T3M6
T9
N4
M01(CENTERDRILL)
G54G90G00X0Y0
G43Z100.H03M3S1700
M08
G81G99Z-4.R5.F200
M98P2012
M98P2013
G80G90G00Z100.M9
G91G28Z0M5
G91G28Y0
(------)
T9M6
T13
N5
M01(DRILL=5)
G54G90G00X0Y110.
G43Z100.H09M03S1500
M08
G83G99Z-30.R5.F130.Q5.
Y-110.
G80G90G00Z100.M09
G91G28Z0M5
G91G28Y0
(--------)
T13M6
T10
N6
M01(DRILL 7.0MM)
G54G90G00X95.Y32.5
G43Z100.H13M3S1400
M08
G83G99Z-53.R4.Q5.F140.
M98P2006
G80G90G00Z100.M09
G91G28Z0M5
G91G28Y0
(------)
T10M6
T12
N7
M01(DRILL=11)
G54G90G00X95.Y32.5
G43Z100.H29M3S950
M08
G83G99Z-29.5R4.F120.Q5.
M98P2006
X150.Y110.Z-10.5
M98P2008
G80G90G00Z100.M09
G91G28Z0M5
G91G28Y0
(--------)
T12M6
T4
N8
M01(ENDMILL=11)
G54G90G00X95.Y32.5
G43Z100.H12M3S900
M08
G82G99Z-29.5R4.F90P500
M98P2006
G80G90G00Z100.M09
G91G28Z0M5
G91G28Y0
(-------)
T4M6
T15
N9
M01(DRILL=9)
G54G90G00X150.Y110.
G43Z100.H4M3S860
M08
G83G99Z-32.R5.F130Q5.
M98P2008
M98P2005
G80G90G00Z100.M9
G91G28Z0M5
G91G28Y0
(-------)
T15M6
T6
N10
M01(ENDMILL=14)
G54G90G00X150.Y110.
G43Z100.H15M3S1200
M08
G82G99Z-10.R5.F80P500
M98P2008
G80G90G00Z100.M9
G91G28Z0M5
G91G28Y0
(------)
T6M6
T14
N11
M01(DRILL 9.8)
G54G90X-142.5Y0
G43Z100.H6M3S900
M08
G83G98Z-21.R5.F100Q5.
G80G90G00Z100.M09
G91G28Z0M5
G91G28Y0
(-------)
T14M6
T16
N12
M01(REAMER=10)
G54G90G00X-142.5Y0
G43Z100.H14M3S300
M08
G85G98Z-16.R5.F96
G80G90G00Z100.M9
G91G28Z0M5
G91G28Y0
(--------)
T16M6
N13
M01(CHAMFER)
G54G90G0X-142.5Y0
G43Z100.H16M3S2200
M08
G82G99Z-4.2R5.F300P500
X95.Y32.5Z-4.6
M98P2006
X150.Y110.Z-5.2
M98P2008
X150.Y140.Z-2.4
X50.
X-50.
X-150.
Y-140.
X-50.
X50.
X150.
G80G90G00Z30.
X0Y-50.
G01Z-9.5F2000
Y-55.F500
X60.
Y55.
X-60.
Y-55.
X0
G00Z20.
X215.Y0
Z-5.5
G41G01X190.D08F1000
Y-152.5
Y-157.5X185.
X-185.
X-190.Y-152.5
Y152.5
Y157.5X-185.
X185.
X190.Y152.5
Y0
G40G01Y0X215.
G00Z50.
X220.Y88.
Z-6.
G01X197.F1000
Y-88.
X220.
G00Y-177.
X123.
G01Y-164.5
X77.
Y-177.
X23.G00
G01Y-164.5
X-23.
Y-177.
G00X-77.
G01Y-164.5
X-123.
Y-177.
G00X-220.
Y-88.
G01X-197.
Y88.
X-220.
G00Y177.
X-123.
G01Y164.5
X-77.
Y177.
G00X-23.
G01Y164.5
X23.
Y177.
G00X77.
G01Y164.5
X123.
Y177.
G40G90G00Z100.M9
G91G28Z0M5
G91G28Y0
(-------)
T0M6
G90X0
M30
%
วันพุธที่ 17 เมษายน พ.ศ. 2556
โปรแกรมขั้นเทพ MACRO PROGRAM
โปรแกรมขั้นเทพ MACRO PROGRAM
สำหรับหา FIXTURE ของเครื่อง HORIZONTAL เครื่องกัดแนวนอน
โดยการใส่ค่า x y z ของชิ้นงานเพียงด้านเดียว จะคำนวณออกมาให้3ด้านเลย
โดยโปรแกมจะนำค่าที่ใด้ไปใส่ใน ค่าG54 G55 G56 ให้โดยอัตโนมัติ
โดยใช้ G65 เป็นตัวกำกับ
%001
(MACRO PROGRAM)
#1 EQ #24
#2 EQ #26
#3 EQ #25
#4=0
(G54)
#10=345.
#11=-800.
IF[[#1]GT[#10]]GOTO1
#21=ABS[#10]-ABS[#1]
GOTO2
N1 #21=ABS[ABS[#1]-ABS[#10]]
GOTO2
N2 IF[[#2]GT[#11]]GOTO3
#23=ABS[#11]-ABS[#2]
GOTO10
N3 #23=ABS[ABS[#2]-ABS[#11]]
GOTO10
N10 #24=[#21]*COS[#4]-[#23]*SIN[#4]
#26=[#21]*SIN[#4]+[#23]*COS[#4]
#2501=[#24]+[#10]
#2601=[#3]
#2701=[#26]+[#11]
(G55)
#4=90.
#10=345.
#11=-800.
IF[[#1]GT[#10]]GOTO1
#21=ABS[#10]-ABS[#1]
GOTO2
N1 #21=ABS[ABS[#1]-ABS[#10]]
GOTO2
N2 IF[[#2]GT[#11]]GOTO3
#23=ABS[#11]-ABS[#2]
GOTO10
N3 #23=ABS[ABS[#2]-ABS[#11]]
GOTO10
N10 #24=[#21]*COS[#4]-[#23]*SIN[#4]
#26=[#21]*SIN[#4]+[#23]*COS[#4]
#2502=[#24]+[#10]
#2602=[#3]
#2702=[#26]+[#11]
(G56)
#4=270.
#10=345.
#11=-800.
IF[[#1]GT[#10]]GOTO1
#21=ABS[#10]-ABS[#1]
GOTO2
N1 #21=ABS[ABS[#1]-ABS[#10]]
GOTO2
N2 IF[[#2]GT[#11]]GOTO3
#23=ABS[#11]-ABS[#2]
GOTO10
N3 #23=ABS[ABS[#2]-ABS[#11]]
GOTO10
N10 #24=[#21]*COS[#4]-[#23]*SIN[#4]
#26=[#21]*SIN[#4]+[#23]*COS[#4]
#2503=[#24]+[#10]
#2503=[#3]
#2703=[#26]+[#11]
M99
สำหรับหา FIXTURE ของเครื่อง HORIZONTAL เครื่องกัดแนวนอน
โดยการใส่ค่า x y z ของชิ้นงานเพียงด้านเดียว จะคำนวณออกมาให้3ด้านเลย
โดยโปรแกมจะนำค่าที่ใด้ไปใส่ใน ค่าG54 G55 G56 ให้โดยอัตโนมัติ
โดยใช้ G65 เป็นตัวกำกับ
%001
(MACRO PROGRAM)
#1 EQ #24
#2 EQ #26
#3 EQ #25
#4=0
(G54)
#10=345.
#11=-800.
IF[[#1]GT[#10]]GOTO1
#21=ABS[#10]-ABS[#1]
GOTO2
N1 #21=ABS[ABS[#1]-ABS[#10]]
GOTO2
N2 IF[[#2]GT[#11]]GOTO3
#23=ABS[#11]-ABS[#2]
GOTO10
N3 #23=ABS[ABS[#2]-ABS[#11]]
GOTO10
N10 #24=[#21]*COS[#4]-[#23]*SIN[#4]
#26=[#21]*SIN[#4]+[#23]*COS[#4]
#2501=[#24]+[#10]
#2601=[#3]
#2701=[#26]+[#11]
(G55)
#4=90.
#10=345.
#11=-800.
IF[[#1]GT[#10]]GOTO1
#21=ABS[#10]-ABS[#1]
GOTO2
N1 #21=ABS[ABS[#1]-ABS[#10]]
GOTO2
N2 IF[[#2]GT[#11]]GOTO3
#23=ABS[#11]-ABS[#2]
GOTO10
N3 #23=ABS[ABS[#2]-ABS[#11]]
GOTO10
N10 #24=[#21]*COS[#4]-[#23]*SIN[#4]
#26=[#21]*SIN[#4]+[#23]*COS[#4]
#2502=[#24]+[#10]
#2602=[#3]
#2702=[#26]+[#11]
(G56)
#4=270.
#10=345.
#11=-800.
IF[[#1]GT[#10]]GOTO1
#21=ABS[#10]-ABS[#1]
GOTO2
N1 #21=ABS[ABS[#1]-ABS[#10]]
GOTO2
N2 IF[[#2]GT[#11]]GOTO3
#23=ABS[#11]-ABS[#2]
GOTO10
N3 #23=ABS[ABS[#2]-ABS[#11]]
GOTO10
N10 #24=[#21]*COS[#4]-[#23]*SIN[#4]
#26=[#21]*SIN[#4]+[#23]*COS[#4]
#2503=[#24]+[#10]
#2503=[#3]
#2703=[#26]+[#11]
M99
วันเสาร์ที่ 6 เมษายน พ.ศ. 2556












ส่วนต่างๆของ CONTROL LAYOUT
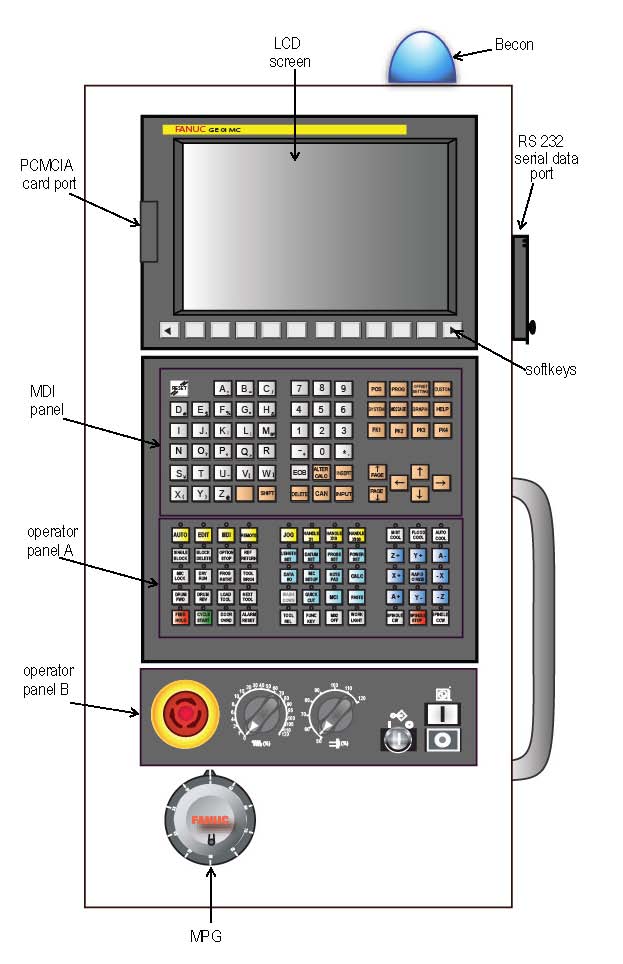
1.RS 232 (ที่เสียบสายRS 232)
2.LCD screen
3.serial data port
4.softkeys(กดเลือกตามที่ขึ้นที่จอ (เหมือนโทรศัพท์))
5.PCMCIA card port
6.MDI panel(ปุ่มกดแก้โปรแกรม)
7.operator panel A
8.operator panel B
9.MPG handle (มือหมุนในโหมดแมนวล)
10.Becon (ไฟสัญญาณ)
------------------------------------------------------------------------------------------------------------

softkeys(กดเลือกตามที่ขึ้นที่จอ (เหมือนโทรศัพท์))
------------------------------------------------------------------------------------------------------------

MDI panel(ปุ่มกดแก้โปรแกรม)
-------------------------------------------------------------------------------------------------------------

operator panel A
------------------------------------------------------------------------------------------------------------

วันเสาร์ที่ 30 มีนาคม พ.ศ. 2556
G04- Dwell, Exact stop --หยุดชั่วขณะเวลา
G04- Dwell, Exact stop --หยุดชั่วขณะเวลา
By specifying a dwell, the execution of the next block is delayed by the
specified time. In addition, a dwell can be specified to make an exact
check in the cutting mode (G64 mode).
When neither P nor X is specified, exact stop is performed.
Bit 1 (DWL) of parameter No. 3405 can specify dwell for each rotation
in feed per rotation mode (G95).
Dwell G04 X_ ; or G04 P_ ;
X_ : Specify a time or spindle speed (decimal point permitted)
P_ : Specify a time or spindle speed (decimal point not permitted)
คำสั่ง G04 X__=0.001 to 99999.999 วินาที or rev
คำสั่ง G04 P__=1 to 99999999 -------0.001 วินาที or rev
EXAMPLE:
ex1.
G01 Z-5 F300 (เดินลงแกน z-5 300mm/นาที)
GO4 X1 (หยูดชั่วขณะ 1วินาที)
หรือ
G01 Z-5 F300 (เดินลงแกน z-5 300mm/นาที)
GO4 P1 (หยูดชั่วขณะ 0.001วินาที)
By specifying a dwell, the execution of the next block is delayed by the
specified time. In addition, a dwell can be specified to make an exact
check in the cutting mode (G64 mode).
When neither P nor X is specified, exact stop is performed.
Bit 1 (DWL) of parameter No. 3405 can specify dwell for each rotation
in feed per rotation mode (G95).
Dwell G04 X_ ; or G04 P_ ;
X_ : Specify a time or spindle speed (decimal point permitted)
P_ : Specify a time or spindle speed (decimal point not permitted)
คำสั่ง G04 X__=0.001 to 99999.999 วินาที or rev
คำสั่ง G04 P__=1 to 99999999 -------0.001 วินาที or rev
EXAMPLE:
ex1.
G01 Z-5 F300 (เดินลงแกน z-5 300mm/นาที)
GO4 X1 (หยูดชั่วขณะ 1วินาที)
หรือ
G01 Z-5 F300 (เดินลงแกน z-5 300mm/นาที)
GO4 P1 (หยูดชั่วขณะ 0.001วินาที)
G03- Circular interpolation
G03- Circular interpolation/Helical interpolation Counterclockwise
G3 is used for CCW circular interpolation and helical moves
G03 เดินวงกลมในทิศทางทวนเข็มนาฬิกา โดยใช้คู่กับ I,J,,R
I : แกนX coordinate of the vector from the start point to the center
J : แกนY coordinate of the vector from the start point to the center
R : รัศมี Radius at the beginning of spiral interpolation
EXAMPLE:
ex1.
G03 X1. Y1. I-1. J0
ex2.
G91 G03 XP60.0 YP20.0 R50.0 F300.0 ;
G91 G03 XP60.0 YP20.0 R–50.0 F300.
G3 is used for CCW circular interpolation and helical moves
G03 เดินวงกลมในทิศทางทวนเข็มนาฬิกา โดยใช้คู่กับ I,J,,R
I : แกนX coordinate of the vector from the start point to the center
J : แกนY coordinate of the vector from the start point to the center
R : รัศมี Radius at the beginning of spiral interpolation
EXAMPLE:
ex1.
G03 X1. Y1. I-1. J0
ex2.
G91 G03 XP60.0 YP20.0 R50.0 F300.0 ;
G91 G03 XP60.0 YP20.0 R–50.0 F300.
G02- Circular interpolation
G02- Circular interpolation/Helical interpolation Clockwise
The command below will move a tool along a circular arc.Clockwise
G02 is used for CW circular interpolation and helical moves.
G02 เดินวงกลมในทิศทางตามเข็มนาฬิกา โดยใช้คู่กับ I,J,,R
I : แกนX coordinate of the vector from the start point to the center
J : แกนY coordinate of the vector from the start point to the center
R : รัศมี Radius at the beginning of spiral interpolation
EXAMPLE:
ex1.
G02 X1. Y1. I-1. J0
ex2.
G91 G02 XP60.0 YP20.0 R50.0 F300.0 ;
G91 G02 XP60.0 YP20.0 R–50.0 F300.
The command below will move a tool along a circular arc.Clockwise
G02 is used for CW circular interpolation and helical moves.
G02 เดินวงกลมในทิศทางตามเข็มนาฬิกา โดยใช้คู่กับ I,J,,R
I : แกนX coordinate of the vector from the start point to the center
J : แกนY coordinate of the vector from the start point to the center
R : รัศมี Radius at the beginning of spiral interpolation
EXAMPLE:
ex1.
G02 X1. Y1. I-1. J0
ex2.
G91 G02 XP60.0 YP20.0 R50.0 F300.0 ;
G91 G02 XP60.0 YP20.0 R–50.0 F300.
G01- Linear interpolation
G01- Linear interpolation
G01-Tools can move along a line
A tools move along a line to the specified position at the feedrate
specified in F.
The feedrate specified in F is effective until a new value is specified. It
need not be specified for each block.
The feedrate commanded by the F code is measured along the tool path.
If the F code is not commanded, the feedrate is regarded as zero.
The feedrate of each axis direction is as follows.
G01
เคลื่อนที่ไปยังตำแหน่งงาน หรือแกน x,y,z ตามคำสั่งค่า F(feed)
EXAMPLE:
G00 G90 XO YO ...................วิ่งด้วยความเร็วไปที่ X0 Y0 ของงาน
G00 Z5 ................................วิ่งด้วยความเร็วไปที่ Z5
G01 Z-5 F100 ......................เดินด้วย feed 100mm/นาที ไปที่ Z-5
G01 Z5 F500 ........................เดินด้วย feed 500mm/นาที ไปที่ Z5
G00 Z100 .............................วิ่งด้วยความเร็วไปที่ Z100
G91 G00 G28 Z0 X0 Y0 .........วิ่งด้วยความเร็วไปที่ X0 Y0 Z0 ของเครื่อง
G01-Tools can move along a line
A tools move along a line to the specified position at the feedrate
specified in F.
The feedrate specified in F is effective until a new value is specified. It
need not be specified for each block.
The feedrate commanded by the F code is measured along the tool path.
If the F code is not commanded, the feedrate is regarded as zero.
The feedrate of each axis direction is as follows.
G01
เคลื่อนที่ไปยังตำแหน่งงาน หรือแกน x,y,z ตามคำสั่งค่า F(feed)
EXAMPLE:
G00 G90 XO YO ...................วิ่งด้วยความเร็วไปที่ X0 Y0 ของงาน
G00 Z5 ................................วิ่งด้วยความเร็วไปที่ Z5
G01 Z-5 F100 ......................เดินด้วย feed 100mm/นาที ไปที่ Z-5
G01 Z5 F500 ........................เดินด้วย feed 500mm/นาที ไปที่ Z5
G00 Z100 .............................วิ่งด้วยความเร็วไปที่ Z100
G91 G00 G28 Z0 X0 Y0 .........วิ่งด้วยความเร็วไปที่ X0 Y0 Z0 ของเครื่อง
วันศุกร์ที่ 29 มีนาคม พ.ศ. 2556
G code list -ไทย
G code list -ไทย
G code หน้าที่
G00 เดินเป็นเส้นตรง ควบคุมความเร็วตามRAPID
G01 เดินเป็นเส้นตรง ควบคุมความเร็วตามFEED OVERIDE
G02 เดินเป็นเส้นโค้ง ทิศทางตามเข็มนาฬิกา CW
G03 เดินเป็นเส้นโค้ง ทิศทางทวนเข็มนาฬิกา CCW
G04 หยุดทำงานชั่วขณะDwell, Exact stop
G09 หยุดตรงตำแหน่ง Exact stop
G10 ตั้งค่าข้อมูล Programmable data input
G17 การทำงานพร้อมกันของแกนXpYp plane selection
G18 การทำงานพร้อมกันของแกนZpXp plane selection
G19 การทำงานพร้อมกันของแกนYpZp plane selection
G20 การทำงานในระบบบนิ้ว Input in inch
G21 การทำงานในระบบบเมตริก Input in mm
G22 เปิดการทำงานฟังชั่น Stored stroke check function on
G23 ปิดการทำงานฟังชั่น Stored stroke check function off
G25 ปิดการทำงานฟังชั่น Spindle speed fluctuation detection off
G26 เปิดการทำงานฟังชั่น Spindle speed fluctuation detection on
G27 ตรวจสอบการเลื่อนกลับตำแหน่งอ้างอิง Reference position
G28 เลื่อนกลับตำแหน่งอ้างอิง Automatic return to reference position
G29 เลื่อนออกจากตำแหน่งอ้างอิง Automatic return from reference position
G30 เลื่อนกลับตำแหน่งอ้างอิงที่ 2nd, 3rd and 4th
G40 ยกเลิกคำสั่ง G41 G42
G41 ชดเชยค่ารํศมีของมีดตัดทางด้านซ้าย(มีดตัดอยู่ด้านซ้ายของทิศทางการเดิน)
G42 ชดเชยค่ารํศมีของมีดตัดทางด้านขวา(มีดตัดอยู่ด้านขวาของทิศทางการเดิน)
G43 ค่าความยาวของมีดตัดเป็นบวก
G44 ค่าความยาวของมีดตัดเป็นบวก
G45 เพิ่มค่ารัศมีของมีดตัดTool offset increase
G46 ลดค่ารัศมีของมีดตัดTool offset decrease
G47 เพิ่มค่ารัศมีของมีดตัด2เท่า Tool offset double increase
G48 ลดค่ารัศมีของมีดตัด2เท่า Tool offset double decrease
G49 ยกเลิกค่าความยาวของมีดตัดTool length
G50 Scaling cancel
G51 Scaling
G52 การตั้งระบบ Local coordinate system setting
G53 เลือกMachine coordinate system selection
G54 ค่า X0 Y0 Z0 ของงานตัวที่1
G55 ค่า X0 Y0 Z0 ของงานตัวที่2
G56 ค่า X0 Y0 Z0 ของงานตัวที่3
G57 ค่า X0 Y0 Z0 ของงานตัวที่4
G58 ค่า X0 Y0 Z0 ของงานตัวที่5
G59 ค่า X0 Y0 Z0 ของงานตัวที่6
G61 โหมดหยุดตรงตำแหน่งExact stop mode
G62 โหมดเดินมุมAutomatic corner override
G65 เรียกมาโครโปรแกรม Macro call
G67 ยกเลิกคำสั่งมาโครโปรแกรมMacro modal call cancel
G73 การเจาะแบบ Peck drilling cycle
G74 การทำเกลียวCounter tapping cycle
G76 การคว้านละเอียดFine boring cycle
G80 ยกเลิกคำสั่งCanned cycle cancel
G81 การเจาะDrilling cycle, spot boring cycle
G82 การเจาะDrilling cycle or counter boring cycle
G83 การเจาะPeck drilling cycle
G84 การทำเกลียวTapping cycle
G85 การใช้ดอกรีมเมอร์Boring cycle
G86 การคว้านBoring cycle
G87 การคว้านBack boring cycle
G88 การคว้านBoring cycle
G89 การคว้านBoring cycle
G90 คำสั่งโดยคิดจากจุดอ้างอิงAbsolute command
G91 คำสั่งโดยคิดจากจุดที่อยู่ครั้งสุดท้าย Increment command
G92 เปลี่ยนระบบ coordinate system or clamp at maximum spindle speed
G94 ฟีดต่อนาที Feed per minute
G95 ฟีดต่อรอบ Feed per rotation
G98 การเลื่อนกลับสู่ตำแหน่ง Z+ ตัวสุดท้าย
G99 การเลื่อนกลับสู่ตำแหน่ง R
G code หน้าที่
G00 เดินเป็นเส้นตรง ควบคุมความเร็วตามRAPID
G01 เดินเป็นเส้นตรง ควบคุมความเร็วตามFEED OVERIDE
G02 เดินเป็นเส้นโค้ง ทิศทางตามเข็มนาฬิกา CW
G03 เดินเป็นเส้นโค้ง ทิศทางทวนเข็มนาฬิกา CCW
G04 หยุดทำงานชั่วขณะDwell, Exact stop
G09 หยุดตรงตำแหน่ง Exact stop
G10 ตั้งค่าข้อมูล Programmable data input
G17 การทำงานพร้อมกันของแกนXpYp plane selection
G18 การทำงานพร้อมกันของแกนZpXp plane selection
G19 การทำงานพร้อมกันของแกนYpZp plane selection
G20 การทำงานในระบบบนิ้ว Input in inch
G21 การทำงานในระบบบเมตริก Input in mm
G22 เปิดการทำงานฟังชั่น Stored stroke check function on
G23 ปิดการทำงานฟังชั่น Stored stroke check function off
G25 ปิดการทำงานฟังชั่น Spindle speed fluctuation detection off
G26 เปิดการทำงานฟังชั่น Spindle speed fluctuation detection on
G27 ตรวจสอบการเลื่อนกลับตำแหน่งอ้างอิง Reference position
G28 เลื่อนกลับตำแหน่งอ้างอิง Automatic return to reference position
G29 เลื่อนออกจากตำแหน่งอ้างอิง Automatic return from reference position
G30 เลื่อนกลับตำแหน่งอ้างอิงที่ 2nd, 3rd and 4th
G40 ยกเลิกคำสั่ง G41 G42
G41 ชดเชยค่ารํศมีของมีดตัดทางด้านซ้าย(มีดตัดอยู่ด้านซ้ายของทิศทางการเดิน)
G42 ชดเชยค่ารํศมีของมีดตัดทางด้านขวา(มีดตัดอยู่ด้านขวาของทิศทางการเดิน)
G43 ค่าความยาวของมีดตัดเป็นบวก
G44 ค่าความยาวของมีดตัดเป็นบวก
G45 เพิ่มค่ารัศมีของมีดตัดTool offset increase
G46 ลดค่ารัศมีของมีดตัดTool offset decrease
G47 เพิ่มค่ารัศมีของมีดตัด2เท่า Tool offset double increase
G48 ลดค่ารัศมีของมีดตัด2เท่า Tool offset double decrease
G49 ยกเลิกค่าความยาวของมีดตัดTool length
G50 Scaling cancel
G51 Scaling
G52 การตั้งระบบ Local coordinate system setting
G53 เลือกMachine coordinate system selection
G54 ค่า X0 Y0 Z0 ของงานตัวที่1
G55 ค่า X0 Y0 Z0 ของงานตัวที่2
G56 ค่า X0 Y0 Z0 ของงานตัวที่3
G57 ค่า X0 Y0 Z0 ของงานตัวที่4
G58 ค่า X0 Y0 Z0 ของงานตัวที่5
G59 ค่า X0 Y0 Z0 ของงานตัวที่6
G61 โหมดหยุดตรงตำแหน่งExact stop mode
G62 โหมดเดินมุมAutomatic corner override
G65 เรียกมาโครโปรแกรม Macro call
G67 ยกเลิกคำสั่งมาโครโปรแกรมMacro modal call cancel
G73 การเจาะแบบ Peck drilling cycle
G74 การทำเกลียวCounter tapping cycle
G76 การคว้านละเอียดFine boring cycle
G80 ยกเลิกคำสั่งCanned cycle cancel
G81 การเจาะDrilling cycle, spot boring cycle
G82 การเจาะDrilling cycle or counter boring cycle
G83 การเจาะPeck drilling cycle
G84 การทำเกลียวTapping cycle
G85 การใช้ดอกรีมเมอร์Boring cycle
G86 การคว้านBoring cycle
G87 การคว้านBack boring cycle
G88 การคว้านBoring cycle
G89 การคว้านBoring cycle
G90 คำสั่งโดยคิดจากจุดอ้างอิงAbsolute command
G91 คำสั่งโดยคิดจากจุดที่อยู่ครั้งสุดท้าย Increment command
G92 เปลี่ยนระบบ coordinate system or clamp at maximum spindle speed
G94 ฟีดต่อนาที Feed per minute
G95 ฟีดต่อรอบ Feed per rotation
G98 การเลื่อนกลับสู่ตำแหน่ง Z+ ตัวสุดท้าย
G99 การเลื่อนกลับสู่ตำแหน่ง R
G00- Positioning
G00- Positioning
The G00 command moves a tool to the position in the workpiece system
specified with an absolute or an incremental command at a rapid traverse rate.
In the absolute command, coordinate value of the end point is programmed.
In the incremental command the distance the tool moves is programmed.
G00
เคลื่อนที่ไปยังตำแหน่งงาน หรือแกน x,y,zที่ตำแหน่งzero ด้วยความเร็วตามค่า rapid x25 - x100%
EXAMPLE:
G00 G90 XO YO ...............วิ่งด้วยความเร็วไปที่ X0 Y0 ของงาน
G00 Z5 ............................วิ่งด้วยความเร็วไปที่ Z5
G01 Z-5 F100 ...................เดินด้วย feed100mm/นาทีไปที่ Z-5
Z5 ....................................เดินด้วย feed 100mm/นาที ไปที่ Z5
G00 Z100 .........................วิ่งด้วยความเร็วไปที่ Z100
G91 G00 G28 Z0 X0 Y0 ....วิ่งด้วยความเร็วไปที่ X0 Y0 Z0 ของเครื่อง
The G00 command moves a tool to the position in the workpiece system
specified with an absolute or an incremental command at a rapid traverse rate.
In the absolute command, coordinate value of the end point is programmed.
In the incremental command the distance the tool moves is programmed.
G00
เคลื่อนที่ไปยังตำแหน่งงาน หรือแกน x,y,zที่ตำแหน่งzero ด้วยความเร็วตามค่า rapid x25 - x100%
EXAMPLE:
G00 G90 XO YO ...............วิ่งด้วยความเร็วไปที่ X0 Y0 ของงาน
G00 Z5 ............................วิ่งด้วยความเร็วไปที่ Z5
G01 Z-5 F100 ...................เดินด้วย feed100mm/นาทีไปที่ Z-5
Z5 ....................................เดินด้วย feed 100mm/นาที ไปที่ Z5
G00 Z100 .........................วิ่งด้วยความเร็วไปที่ Z100
G91 G00 G28 Z0 X0 Y0 ....วิ่งด้วยความเร็วไปที่ X0 Y0 Z0 ของเครื่อง
สมัครสมาชิก:
ความคิดเห็น (Atom)