โปรแกรม แบบเบาๆ
ไม่ง่ายและไม่ยากใช้สมองคนล้วนๆและเครื่องคิดเลขและพิมพ์เองลงเครื่องcnc
START
&HE:%
:2000(QSB-35-STEP 1)
G00G17G49G80G40
G91G28Z0
G91G28Y0
G10G90L2P1X-275.183Y-193.576Z-608.
(-----)
T5M6
T2
N1
M01(FACE 100.0MM)
G54G90G00X-260.Y132.
G43Z100.H5M3S900
Z20.M08
G01Z4.F700
X260.
G00Y50.
G01X-260.
G00Y-35.
G01X260.
G00Y-130.
G01X-260.
G00Y132.
G01Z2.
X260.
G00Y50.
G01X-260.
G00Y-35.
G01X260.
G00Y-130.
G01X-260.
G00Y132.
G01Z0.5
X260.
G00Y50.
G01X-260.
G00Y-35.
G01X260.
G00Y-130.
G01X-260.
G00Y132.
G01Z0.2
X260.
G00Z50.
Y-132.X-260.
G00Z5.
G01Z0.2
G01X260.
G00Z50.
G00Y-39.X-260.
G00Z-1.
G01X260.
G00Y39.
G01X-260.
G00G90Z100.M09
G91G28Z0M5
G91G28Y0
(----)
T2M6
T17
N2
M01(INSERT=32)
G54G90G00X-221.Y-74.
G43Z100.H02M3S1700
Z5.M08
G01Z-1.F700
X221.
G00Y74.
G01X-221.
G00Z50.
X9.Y-188.
Z-1.
G01Y-74.
X-9.
Y-188.
G00X91.
G01Y-74.
X109.
Y-188.
G00X-91.
G01Y-74.
X-109.
Y-188.
G00Z50.
Y188.X-109.
Z-1.
G01Y74.
X-91.
Y188.
G00X9.Y188.
G01Y74.
X-9.
Y188.
G00X91.
G01Y74.
X109.
Y188.
G00Z50.
X222.Y0
G01Z-3.F2000
M98P2009
Z-6.
M98P2009
Z-9.
M98P2009
Z-12.
M98P2009
Z-15.
M98P2009
Z-18.
M98P2009
Z-21.
M98P2009
Z-24.
M98P2009
Z-27.
M98P2009
Z-30.
M98P2009
G90G00Z100.M09
G91G28Z0M5
G91G28Y0
(------)
T17M6
T3
N3
M01(ENDMILL=20)
G54G90G00X220.Y0
G43Z100.H27M3S1100
Z5.M08
G01Z-28.F2000
G41G01X190.D28
Y-152.5F300
Y-157.45X185.
X-185.
X-190.Y-152.5
Y152.5
Y157.45X-185.
X185.
X190.Y152.5
Y0
G40X220.Y0
G00Z50.
X0Y-40.
Z5.
G01Z-4.F2000
M98P2011
Z-7.
M98P2011
Z-10.
M98P2011
Z-13.
M98P2011
Z-16.
M98P2011
Z-19.
M98P2011
Z-21.5
M98P2011
Z-24.
M98P2011
Z-27.
M98P2011
Z-30.
M98P2011
G01Z-29.9F300
Y-55.
X60.
Y55.
X-60.
Y-55.
X0
Y-40.
G90G00Z100.M09
G91G28Z0M5
G91G28Y0
(-------)
T3M6
T9
N4
M01(CENTERDRILL)
G54G90G00X0Y0
G43Z100.H03M3S1700
M08
G81G99Z-4.R5.F200
M98P2012
M98P2013
G80G90G00Z100.M9
G91G28Z0M5
G91G28Y0
(------)
T9M6
T13
N5
M01(DRILL=5)
G54G90G00X0Y110.
G43Z100.H09M03S1500
M08
G83G99Z-30.R5.F130.Q5.
Y-110.
G80G90G00Z100.M09
G91G28Z0M5
G91G28Y0
(--------)
T13M6
T10
N6
M01(DRILL 7.0MM)
G54G90G00X95.Y32.5
G43Z100.H13M3S1400
M08
G83G99Z-53.R4.Q5.F140.
M98P2006
G80G90G00Z100.M09
G91G28Z0M5
G91G28Y0
(------)
T10M6
T12
N7
M01(DRILL=11)
G54G90G00X95.Y32.5
G43Z100.H29M3S950
M08
G83G99Z-29.5R4.F120.Q5.
M98P2006
X150.Y110.Z-10.5
M98P2008
G80G90G00Z100.M09
G91G28Z0M5
G91G28Y0
(--------)
T12M6
T4
N8
M01(ENDMILL=11)
G54G90G00X95.Y32.5
G43Z100.H12M3S900
M08
G82G99Z-29.5R4.F90P500
M98P2006
G80G90G00Z100.M09
G91G28Z0M5
G91G28Y0
(-------)
T4M6
T15
N9
M01(DRILL=9)
G54G90G00X150.Y110.
G43Z100.H4M3S860
M08
G83G99Z-32.R5.F130Q5.
M98P2008
M98P2005
G80G90G00Z100.M9
G91G28Z0M5
G91G28Y0
(-------)
T15M6
T6
N10
M01(ENDMILL=14)
G54G90G00X150.Y110.
G43Z100.H15M3S1200
M08
G82G99Z-10.R5.F80P500
M98P2008
G80G90G00Z100.M9
G91G28Z0M5
G91G28Y0
(------)
T6M6
T14
N11
M01(DRILL 9.8)
G54G90X-142.5Y0
G43Z100.H6M3S900
M08
G83G98Z-21.R5.F100Q5.
G80G90G00Z100.M09
G91G28Z0M5
G91G28Y0
(-------)
T14M6
T16
N12
M01(REAMER=10)
G54G90G00X-142.5Y0
G43Z100.H14M3S300
M08
G85G98Z-16.R5.F96
G80G90G00Z100.M9
G91G28Z0M5
G91G28Y0
(--------)
T16M6
N13
M01(CHAMFER)
G54G90G0X-142.5Y0
G43Z100.H16M3S2200
M08
G82G99Z-4.2R5.F300P500
X95.Y32.5Z-4.6
M98P2006
X150.Y110.Z-5.2
M98P2008
X150.Y140.Z-2.4
X50.
X-50.
X-150.
Y-140.
X-50.
X50.
X150.
G80G90G00Z30.
X0Y-50.
G01Z-9.5F2000
Y-55.F500
X60.
Y55.
X-60.
Y-55.
X0
G00Z20.
X215.Y0
Z-5.5
G41G01X190.D08F1000
Y-152.5
Y-157.5X185.
X-185.
X-190.Y-152.5
Y152.5
Y157.5X-185.
X185.
X190.Y152.5
Y0
G40G01Y0X215.
G00Z50.
X220.Y88.
Z-6.
G01X197.F1000
Y-88.
X220.
G00Y-177.
X123.
G01Y-164.5
X77.
Y-177.
X23.G00
G01Y-164.5
X-23.
Y-177.
G00X-77.
G01Y-164.5
X-123.
Y-177.
G00X-220.
Y-88.
G01X-197.
Y88.
X-220.
G00Y177.
X-123.
G01Y164.5
X-77.
Y177.
G00X-23.
G01Y164.5
X23.
Y177.
G00X77.
G01Y164.5
X123.
Y177.
G40G90G00Z100.M9
G91G28Z0M5
G91G28Y0
(-------)
T0M6
G90X0
M30
%
วันพุธที่ 17 เมษายน พ.ศ. 2556
โปรแกรมขั้นเทพ MACRO PROGRAM
โปรแกรมขั้นเทพ MACRO PROGRAM
สำหรับหา FIXTURE ของเครื่อง HORIZONTAL เครื่องกัดแนวนอน
โดยการใส่ค่า x y z ของชิ้นงานเพียงด้านเดียว จะคำนวณออกมาให้3ด้านเลย
โดยโปรแกมจะนำค่าที่ใด้ไปใส่ใน ค่าG54 G55 G56 ให้โดยอัตโนมัติ
โดยใช้ G65 เป็นตัวกำกับ
%001
(MACRO PROGRAM)
#1 EQ #24
#2 EQ #26
#3 EQ #25
#4=0
(G54)
#10=345.
#11=-800.
IF[[#1]GT[#10]]GOTO1
#21=ABS[#10]-ABS[#1]
GOTO2
N1 #21=ABS[ABS[#1]-ABS[#10]]
GOTO2
N2 IF[[#2]GT[#11]]GOTO3
#23=ABS[#11]-ABS[#2]
GOTO10
N3 #23=ABS[ABS[#2]-ABS[#11]]
GOTO10
N10 #24=[#21]*COS[#4]-[#23]*SIN[#4]
#26=[#21]*SIN[#4]+[#23]*COS[#4]
#2501=[#24]+[#10]
#2601=[#3]
#2701=[#26]+[#11]
(G55)
#4=90.
#10=345.
#11=-800.
IF[[#1]GT[#10]]GOTO1
#21=ABS[#10]-ABS[#1]
GOTO2
N1 #21=ABS[ABS[#1]-ABS[#10]]
GOTO2
N2 IF[[#2]GT[#11]]GOTO3
#23=ABS[#11]-ABS[#2]
GOTO10
N3 #23=ABS[ABS[#2]-ABS[#11]]
GOTO10
N10 #24=[#21]*COS[#4]-[#23]*SIN[#4]
#26=[#21]*SIN[#4]+[#23]*COS[#4]
#2502=[#24]+[#10]
#2602=[#3]
#2702=[#26]+[#11]
(G56)
#4=270.
#10=345.
#11=-800.
IF[[#1]GT[#10]]GOTO1
#21=ABS[#10]-ABS[#1]
GOTO2
N1 #21=ABS[ABS[#1]-ABS[#10]]
GOTO2
N2 IF[[#2]GT[#11]]GOTO3
#23=ABS[#11]-ABS[#2]
GOTO10
N3 #23=ABS[ABS[#2]-ABS[#11]]
GOTO10
N10 #24=[#21]*COS[#4]-[#23]*SIN[#4]
#26=[#21]*SIN[#4]+[#23]*COS[#4]
#2503=[#24]+[#10]
#2503=[#3]
#2703=[#26]+[#11]
M99
สำหรับหา FIXTURE ของเครื่อง HORIZONTAL เครื่องกัดแนวนอน
โดยการใส่ค่า x y z ของชิ้นงานเพียงด้านเดียว จะคำนวณออกมาให้3ด้านเลย
โดยโปรแกมจะนำค่าที่ใด้ไปใส่ใน ค่าG54 G55 G56 ให้โดยอัตโนมัติ
โดยใช้ G65 เป็นตัวกำกับ
%001
(MACRO PROGRAM)
#1 EQ #24
#2 EQ #26
#3 EQ #25
#4=0
(G54)
#10=345.
#11=-800.
IF[[#1]GT[#10]]GOTO1
#21=ABS[#10]-ABS[#1]
GOTO2
N1 #21=ABS[ABS[#1]-ABS[#10]]
GOTO2
N2 IF[[#2]GT[#11]]GOTO3
#23=ABS[#11]-ABS[#2]
GOTO10
N3 #23=ABS[ABS[#2]-ABS[#11]]
GOTO10
N10 #24=[#21]*COS[#4]-[#23]*SIN[#4]
#26=[#21]*SIN[#4]+[#23]*COS[#4]
#2501=[#24]+[#10]
#2601=[#3]
#2701=[#26]+[#11]
(G55)
#4=90.
#10=345.
#11=-800.
IF[[#1]GT[#10]]GOTO1
#21=ABS[#10]-ABS[#1]
GOTO2
N1 #21=ABS[ABS[#1]-ABS[#10]]
GOTO2
N2 IF[[#2]GT[#11]]GOTO3
#23=ABS[#11]-ABS[#2]
GOTO10
N3 #23=ABS[ABS[#2]-ABS[#11]]
GOTO10
N10 #24=[#21]*COS[#4]-[#23]*SIN[#4]
#26=[#21]*SIN[#4]+[#23]*COS[#4]
#2502=[#24]+[#10]
#2602=[#3]
#2702=[#26]+[#11]
(G56)
#4=270.
#10=345.
#11=-800.
IF[[#1]GT[#10]]GOTO1
#21=ABS[#10]-ABS[#1]
GOTO2
N1 #21=ABS[ABS[#1]-ABS[#10]]
GOTO2
N2 IF[[#2]GT[#11]]GOTO3
#23=ABS[#11]-ABS[#2]
GOTO10
N3 #23=ABS[ABS[#2]-ABS[#11]]
GOTO10
N10 #24=[#21]*COS[#4]-[#23]*SIN[#4]
#26=[#21]*SIN[#4]+[#23]*COS[#4]
#2503=[#24]+[#10]
#2503=[#3]
#2703=[#26]+[#11]
M99
วันเสาร์ที่ 6 เมษายน พ.ศ. 2556












ส่วนต่างๆของ CONTROL LAYOUT
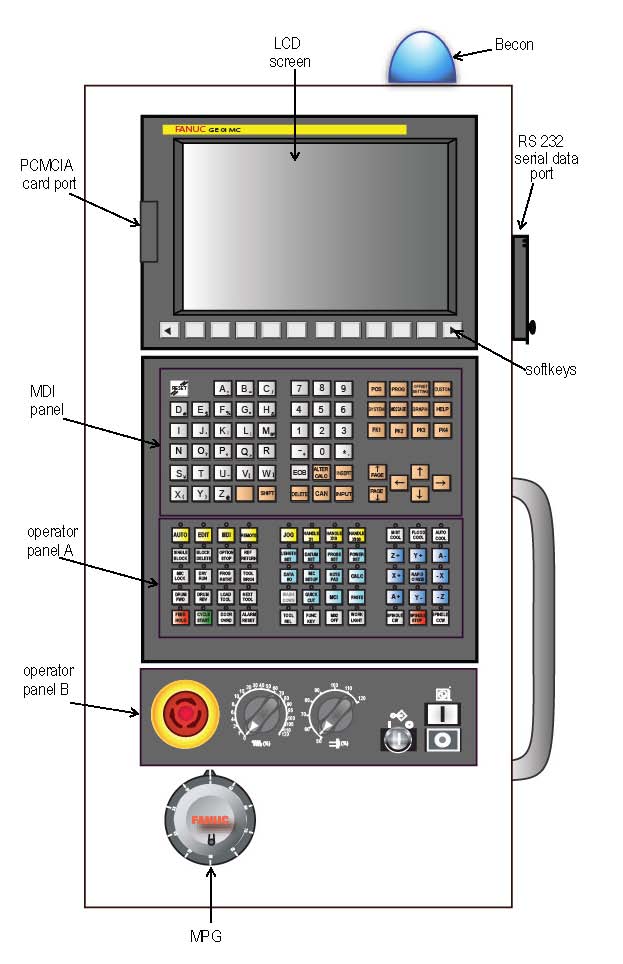
1.RS 232 (ที่เสียบสายRS 232)
2.LCD screen
3.serial data port
4.softkeys(กดเลือกตามที่ขึ้นที่จอ (เหมือนโทรศัพท์))
5.PCMCIA card port
6.MDI panel(ปุ่มกดแก้โปรแกรม)
7.operator panel A
8.operator panel B
9.MPG handle (มือหมุนในโหมดแมนวล)
10.Becon (ไฟสัญญาณ)
------------------------------------------------------------------------------------------------------------

softkeys(กดเลือกตามที่ขึ้นที่จอ (เหมือนโทรศัพท์))
------------------------------------------------------------------------------------------------------------

MDI panel(ปุ่มกดแก้โปรแกรม)
-------------------------------------------------------------------------------------------------------------

operator panel A
------------------------------------------------------------------------------------------------------------

สมัครสมาชิก:
ความคิดเห็น (Atom)